 Вход
ВходПроцесс разработки и создания новых продуктов. Объект, предмет и цель курса «Экономика предприятия» Система создания и освоения новой продукции
Создание новой продукции в отраслях промышленности осуществляется в определенной последовательности фаз единого процесса подготовки производства. Эта последовательность включает:
Теоретические исследования, имеющие фундаментальный и поисковый характер;
Прикладные исследования, в процессе которых полученные на первом этапе знания находят практическое применение;
Опытно-конструкторские работы, в ходе выполнения которых полученные знания и выводы исследований реализуются в чертежах и образцах новых изделий;
Технологическое проектирование и проектно-организационные работы, в процессе выполнения которых разрабатываются технологические методы изготовления и формы организации производства новых изделий;
Техническое оснащение нового производства, заключающееся в приобретении и изготовлении оборудования, технологической оснастки и инструмента, а также при необходимости и в реконструкции предприятий и их подразделений;
Освоение производства новой продукции, когда созданные на предыдущих этапах конструкции изделий и методы их изготовления проверяются и внедряются в производство;
Промышленное производство, обеспечивающее выпуск новой продукции по качеству и в количествах, удовлетворяющих потребности общества;
Использование вновь созданного продукта в сфере эксплуатации; разработка и освоение выпуска новых видов продукции, воплощающих последние достижения науки и техники, соответствующих самым высоким требованиям потребителей, конкурентоспособных на мировом рынке;
Обеспечение надлежащих технико-организационных условий для существенного повышения производительности труда в народном хозяйстве;
Создание новой продукции, которая обладала бы высоким качественным уровнем при минимальных затратах на ее производство;
Сокращение длительности конструкторских, технологических, организационных и других работ, входящих в комплекс подготовки производства, и освоение производства новых изделий в сжатые сроки;
Экономию затрат, связанных с подготовкой производства и освоением новой продукции.
Опытно-конструкторские работы (ОКР) представляют собой комплекс действий по созданию новой продукции в виде ее опытного образца и рабочей документации для последующего промышленного производства и использования этой продукции.
Опытно-конструкторские работы проводятся, как правило , в три этапа : подготовительный, а также разработка проектной и рабочей документации .
На подготовительном этаᴨȇ обосновывается необходимость создания нового изделия и ᴨȇредачи его в сервисное производство, согласовываются основные технико-экономические параметры изделия. Обосновываются варианты конструкторских и технологических решений, составляется ᴨȇречень работ, уточняются их объем, затраты, исполнители, сроки исполнения. Определяется ориентировочная стоимость опытного и серийного образцов изделия, срок их предоставления заказчику. Подготовительный этап заканчивается утверждением технического задания, содержащего наиболее важные характеристики проектируемого продукта.
При разработке проектной документации выбирается оптимальный вариант изготовления изделия и его частей с учетом стоимости, эффективности и масштабов производства. Определяются общие конструкторские и технологические решения, проводятся испытания, макетируются наиболее сложные и ответственные части изделия. Обосновываются заявки на разработку и освоение новых материалов, новых комплектующих изделий и др. На данном этаᴨȇ разрабатываются техническое предложение, эскизный проект и технологический проекте оформлением соответствующей проектной документации.
Разработка рабочей документации является заключительным этапом проектирования нового продукта. Осуществляется подготовка комплекса конструкторской документации, необходимой для материального воплощения проектируемого продукта. Готовятся чертежи деталей, сборочных единиц и узлов, осуществляется теоретическая и эксᴨȇриментальная проверка схемных, конструкторских и технологических решений; проверяются новые материалы, полуфабрикаты, комплектующие изделия, разрабатывается рабочая документация. На этой стадии составляются сᴨȇциальные ведомости деталей, узлов или графики, отражающие иерархическую структуру создания нового изделия. Перечисленная документация сдается в отдел технической документации для размножения и ᴨȇредачи в производство. Затем проводятся государственные испытания, оформляемые соответствующим актом.
Научно-техническая разработка считается законченной, если изделие прошло испытание, принято ведомственной или межведомственной комиссией и рекомендовано к освоению в производстве.
Помимо обесᴨȇчения высокого научно-технического уровня и конкурентоспособности конструкция нового продукта должна учитывать масштабы и условия его производства, ориентироваться на минимально возможные производственные затраты. Эту задачу решает конструкторская подготовка производства.
9.7 Сетевое планирование и управление подготовкой производства
Использование методов сетевого планирования способствует сокращению сроков создания новых объектов на 15-20%, обеспечению рационального использования трудовых ресурсов и техники, т.е.совершенствованию организации производства.
Сетевое планирование - метод управления, основанный на использовании математического аппарата теории графов и системного подхода для отображения и алгоритмизации комплексов взаимосвязанных работ, действий или мероприятий для достижения четко поставленной цели.
Основным плановым документом в системе сетевого планирования является сетевой график.
Построение сетевого графика .
В сетевой модели события обозначаются кружками, работы - стрелками. В построенном графике должно быть одно начальное и одно конечное событие.
Событие - это промежуточный или конечный результат одной или нескольких работ. Оно не имеет продолжительности во времени, а указывает на начало каких-либо работ и может быть одновременно завершением других.
Под работой в сетевом графике понимаются любой процесс, требующий затрат труда; ожидание, требующее затрат определенного количества времени; зависимость, указывающая, что начало данной работы зависит от выполнения предыдущей. Графически работа обозначается сплошной стрелкой. Стрелка, выражающая только зависимость одной работы от другой, называется фиктивной работой и обозначается пунктирной линией. Она имеет нулевую временную оценку.
Рис. 5 Пример сетевого графа
В ходе расчета сетевого графика определяются следующие параметры: продолжительность работ и критического пути; наиболее ранние и наиболее поздние сроки наступления событий и окончания работ; все виды резервов для работ и событий, не лежащих на критическом пути.
Всякая последовательность работ, соединяющая начальное событие с конечным, называется путем. Путь, имеющий наибольшую продолжительность работ, называется критическим и изображается жирными стрелками.
Работы, лежащие из критическом пути, не имеют резервов времени. Поэтому несоблюдение сроков выполнения любой работы на критическом пути ведет к срыву общего срока выполнения всего комплекса. Работы, не лежащие на критическом пути, имеют резерв времени.
Прежде чем определить критический путь, необходимо рассчитать ранний и поздний сроки свершения событий, а также резерв времени по каждому событию. События с нулевым резервом времени и укажут на прохождение критического пути. Ранний срок свершения события характеризует наиболее ранний из возможных сроков наступления того или иного события. Срок его свершения определяется величиной наиболее длительного отрезка пути от исходного события до рассматриваемого.
Резерв времени для событий показывает, на какой предельно допустимый период времени может задержаться свершение того или иного события, не вызывая при этом опасности срыва срока свершения первого события. Если резерв будет полностью использован, событие попадет на критический путь.
Если сроки выполнения всех работ не укладываются в директивные, необходимо произвести оптимизацию сети. В этих целях можно, во-первых, увеличить количество исполнителей, во-вторых, произвести перераспределение трудовых ресурсов путем переключения части работников с работ, имеющих большие резервы времени, на выполнение работ, лежащих на критическом пути.
Сетевая модель позволяет ставить и решать два вида задач: расчетные - определение параметров сети - и оптимизационные. При решении оптимизационных задач находят сетевой график, удовлетворяющий заданному критерию (например минимальной продолжительности выполнения комплекса работ) с ограничениями, наложенными на некоторые параметры сети (численность исполнителей, наличие оборудования, материалов и др.).
Преимущества сетевых графиков:
Обеспечивают возможность изображения связей между работами
Определяют работы, от которых зависит общая продолжительность работ
Создают условия для прогнозирования хода реализации проекта
Улучшают управление благодаря возможности сосредоточить внимание на работах критической зоны
При изменении часовых параметров графика ненужно его полностью менять
В процессе составления графика берут участие исполнители работ, благодаря чему используется их знание и опыт
Математика и программирование создаёт условия для успешного составления сетевых моделей
Обеспечивает возможность изображения большого количества взаимосвязанных работ.
Сущность, содержание и задачи процесса создания и освоения новой техники. Разработка новых видов техники осуществляется в процессе подготовки производства. Чем сложнее конструкция новой техники, тем больше времени, труда и средств требуется для проведения этой подготовки. От прогрессивности подготовки производства зависят не только сроки и ее стоимость, но и технический уровень и равномерность производства новой техники. Совокупность работ по созданию и освоению в производстве новых и совершенствованию ранее освоенных видов продукции и технологических процессов называют технической подготовкой производства (ТПП), который представляет собой особый вид деятельности. Он совмещает выработку научно-технической информации с ее превращением в материальный объект - новую технику.
Цель ТПП - создание образца новой техники и организация освоения его в производстве. Создание и освоение новой техники осуществляется в определенной последовательности фаз единого процесса технической подготовки производства (содержание ТПП): теоретические исследования, имеющие фундаментальный и поисковый характер; прикладные исследования, в процессе которых полученные на первом этапе знания находят практическое применение; опытно-конструкторские работы, в ходе выполнения которых полученные знания и выводы исследований реализуются в чертежах и образцах новых механизмов и машин; технологическое проектирование и проектно-организационные работы, в процессе выполнения которых разрабатываются технологические методы изготовления и формы организации производства новых изделий; техническое оснащение нового производства, заключающееся в изготовлении оборудования, технологической оснастки и инструмента, а также при необходимости - и в реконструкции предприятий и их подразделений; освоение производства новой продукции, когда созданные на предыдущих стадиях конструкции изделий и методы их изготовления проверяются и внедряются в производство; промышленное производство, обеспечивающее выпуск новой продукции по качеству и в количествах, обеспечивающих потребности рынка; использование вновь созданного продукта в сфере эксплуатации; изучение поведения вновь созданного продукта в сфере эксплуатации и разработка и внедрение новых видов продукции, воплощающих последние достижения науки и техники, соответствующие требованиям потребителей, конкурентоспособных на мировом рынке.
Содержание ТПП определяется масштабом производства, применительно к которому разрабатывается изделие, и его научно-техническими характеристиками (новизна, сложность, технология изготовления и т.п.). Основные задачи ТПП, пути и методы их осуществления приведены в табл. 7.4. ТПП новой техники включает в себя комплекс разнообразных научно-исследовательских, конструкторских, технологических и организационно-плановых мероприятий. Они производятся научно-исследовательскими, конструкторско-технологическими и проектными институтами (НИИ) совместно с предприятиями, акционерными обществами. По виду и характеру работ процессы ТПП подразделяются на фазы: научно-исследовательская, опытно-конструкторская, технологическая, организационно-материальная (производственная и экономическая) (рис. 7.6).
Организация научно-исследовательских работ. Современное производство не может успешно развиваться и совершенствоваться без выполнения соответствующих научных исследований. Научные исследования создают предпосылки для ускоренного развития техники, открывают новые потенциальные источники для повышения общественной производительности труда. К научно-исследовательским работам (НИР) относятся фундаментальные, поисковые и прикладные исследования.
Фундаментальные - исследования, которые изучают объективные явления и закономерности, принципиально новые пути преобразования природы и общества, производительных сил, создания высокоэффективных техники и технологии, использования новых источников энергии. Они часто выполняются без учета возможных областей применения полученных результатов, хотя в их процессе можно получить и побочные результаты прикладного характера. Результаты фундаментальных исследований служат основой для формирования
Основные задачи технической подготовки производства, пути и методы их осуществления
|
Задача ТПП |
Пути осуществления |
Методы осуществления |
|
1. Обеспечение непрерывного технического прогресса в соответствии с технической политикой в данной отрасли |
|
|
|
2. Создание условий для организации равномерного по графику и экономичного производства |
и учета производства |
1. Организация всех видов поточного и поточно-автоматизированного производства и технико-экономическое обоснование их целесообразности. 2. Применение АСУ |
|
3. Сокращение длительности, трудоемкости и стоимости подготовки производства |
|
и расчетных работ, размножения, комплектации и т.д. 5. Применение единой системы конструкторской,технологической документации (ЕСКД, ЕСТДи ЕСТПП) |
Рис. 7.6.
комплекса научно-технических проблем прикладного характера применительно к потребностям конкретных областей науки, техники и производства. Эти исследования осуществляются в основном в академических институтах, вузах, а на предприятиях не проводятся.
Поисковые - исследования, направленные на создание научного задела с целью его дальнейшего использования в прикладных исследованиях. Их выполняют тогда, когда отсутствуют готовые научные и технические решения. Они направлены на поиск оптимальных решений возникшей научной проблемы. Поисковые исследования имеют целью изучение возможности создания новой техники, форм и методов организации производства на основе ранее выполненных исследований фундаментального характера, вновь открытых закономерностей, принципов и явлений. Они исследуют принципиально новые направления конструирования технологии изготовления специального оборудования и материалов. Поисковые исследования в основном осуществляются в отраслевых НИИ, в некоторых случаях ведутся академическими институтами и вузами. Предприятия поисковых исследований не проводят.
Прикладные - исследования, направленные на решение научно-технических и организационно-экономических задач с целью получения конкретного результата для непосредственного его использования в проектных разработках. Прикладные НИР служат для определения наиболее совершенных методов разработки новых изделий, технологических процессов, коренного улучшения изготовленной продукции, материалов и способов их отработки. Эти исследования выполняются крупными предприятиями, отраслевыми НИИ и вузами, которые заключают с предприятиями хозяйственные договоры на выполнение конкретных научных работ для непосредственного внедрения результатов в производство. К НИР, выполняемым на предприятиях, условно относятся разработки по созданию нормативно-технических, проектных и информационных документов, подлежащих непосредственному внедрению в производство (стандартные и руководящие материалы, оргпроекты, справочники, научно-информационные материалы).
Организация конструкторской подготовки производства. Конструкторская подготовка производства (КПП) - это этап ТПП новых изделий, который осуществляется вслед за выполнением НИР, проектированием и экспериментальным исследованием новых рабочих процессов, материалов, кинематических схем. В ходе КПП производится переход от создания отдельных машин к разработке высокоэффективных систем машин, оборудования и приборов, обеспечивающих механизацию и автоматизацию всех процессов производства. Особое внимание уделяется разработке оборудования для принципиально новых ТП. Содержание и объем КПП определяется типом и масштабом производства, а также конструктивной сложностью изделия. Разработка конструкций новых машин выполняется отделом главного конструктора (ОГК) и конструкторскими бюро (КБ) головных заводов-изготовителей или НИИ и проектными организациями. КПП начинается с разработки ТЗ, которое определяет технические и экономические требования к новой продукции. ТЗ может быть получено от заказчика или разрабатывается конструкторской организацией. Оно включает: назначение изделия с указанием эксплуатационных и климатических условий его использования; основные технические параметры; приспособленность к техническому обслуживанию; долговечность в эксплуатации; требования безопасности, унификации, агрегатирования, эстетики и др.
К проекту ТЗ прилагается техническое предложение: разработка принципиальной схемы машины и ее предварительная компоновка; определение мощности, габаритов, вида привода, технической характеристики (границ применения).
Следующей стадией КПП является эскизный проект: разработка кинематических, электрических, гидравлических схем машины и ее компоновки, чертежей общих видов, макетирование, анализ патентной чистоты конструкции, определение себестоимости и ожидаемого экономического эффекта.
Затем следует стадия технического проекта, который определяет основное конструктивное устройство изделия и содержит комплект чертежей общих видов и сборочных чертежей узлов, а также пояснительную записку. В ней даются служебное назначение изделия и технические условия, анализ технического уровня изделия и сопоставление последнего с лучшими мировыми образцами, конкурентоспособность, расчеты на прочность агрегатов и узлов; спецификации и технические условия (ТУ), ведомости покупных изделий, программы и методики испытаний, патентный формуляр, а также приводится экономическое обоснование конструкции. На основе технического проекта разрабатывается рабочий проект: рабочие чертежи узлов, деталей для изготовления опытного образца, затем с учетом результатов испытаний - рабочие чертежи для подготовки производства. Последние содержат весь комплект технической документации по производству и эксплуатации изделий новой конструкции.
В результате КПП должна быть выпущена конструкторская документация, включающая: ТУ на изделие; конструкторские чертежи всех деталей, узлов и механизмов; кинематические, электрические и другие схемы; спецификации деталей; ведомости деталей и узлов, заимствованных из других машин; стандартных, нормализованных и покупных материалов; паспорт машины и инструкция по ее эксплуатации. В результате КПП изделие должно полностью отвечать ряду экономических, эксплуатационных, конструкторских, технологических и организационно-производственных требований (табл. 7.5).
Организация технологической подготовки производства. Технологическая подготовка производства (ТПП) представляет собой совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску продукции заданного качества при установленных сроках, объеме производства и затратах. Содержание и объем ТПП определяются типом производства, конструкцией и служебным назначением изделия (табл. 7.6).
Под технологической готовностью предприятия понимается наличие на нем полного комплекта технологической документации и средств технологического оснащения, необходимых для производства новых изделий. ТПП имеет два направления для освоения производства нового изделия и для совершенствования ТП, не связанного с изменением конструкции изделия. Каждое направление имеет свои задачи, содержание и перечень работ, который зависит прежде всего от вида продукции и назначения ТП. Вся проектно-технологическая работа на предприятии выполняется отделом главного технолога (ОГТ) и отделом главного металлурга (ОГМет) совместно с технологическими бюро (тех. части) цехов. Применяются три
Требования к изделию, которые необходимо обеспечить в процессе конструкторской подготовки производства
|
Характер требований |
|
|
Экономические |
Соответствие достигаемых показателей заданиям плана технического прогресса, параметрическому ряду; обеспечение роста производительности общественного труда; снижение удельной себестоимости (на единицу массы, мощности, производительности) по сравнению с базовым (заменяемым) изделием |
|
Эксплуатацион |
Высокая производительность, достаточная надежность, транспортабельность, хорошая сохраняемость, безопасность работы; экологические, эстетические и эргономические требования |
|
Конструкторские |
Соответствие выбранных параметров конструкции условиям ее эксплуатации; выбор рациональной схемы; повышение мощности, рабочих скоростей; автоматизация регулирования, управления; унификация материалов, деталей, сборочных единиц и др.; замена механических связей электрическими, гидравлическими, пневматическими; выбор простейших форм деталей |
|
Технологические |
Соответствие конструкции оптимальным технологическим условиям ее изготовления; возможность типизации, механизации и автоматизации производственных процессов, обеспечение рациональных методов контроля |
|
Организационно производственные |
Соответствие конструкции условиям ее изготовления, возможность специализации производства |
формы организации работ по ТПП: децентрализованная, централизованная и смешанная. На предприятиях единичного и мелкосерийного производства ТПП выполняется децентрализованно. ОГТ, ОГМет, ОГС осуществляют методическое руководство, проводят работы по типизации технологических процессов и унификации оснастки. Все остальные работы делают технологические бюро цехов. На предприятиях крупносерийного и массового производства ТПП обычно ведется централизованно - в ОГТ, ОГМет, ОГС. Цеховые бюро занимаются внедрением разработанных ТП. При среднесерийном производстве чаще применяется смешанная форма организации ТПП, при которой цеховые бюро осуществляют разработку
Таблица 7.6
Основные функции и задачи технологической подготовки производства
|
Основные функции ТПП |
Общие задачи |
|
Обеспечение технологичности конструкции |
Установление типовых методов и средств обработки конструкции изделий на технологичность, установление базовых показателей технологичности конструкции изделия. Проведение технологического контроля конструкторской документации. Оценка уровня технологичности конструкции изделий. Внесение необходимых изменений в конструкцию изделий и ее документацию. Сокращение объемов работ по ТП П за счет обеспечения высокого уровня технологичности конструкции изделий и применения современных методов и средств выполнения соответствующих инженерно-технических работ |
|
Разработка техпроцессов |
Разработка и стандартизация типовых техпроцессов на детали и сборочные единицы общемашиностроительного применения. Организация отраслевого фонда документации на типовые техпроцессы и централизованное обеспечение этой документацией отраслей промышленности. Разработка, стандартизация и применение типовых техпроцессов, техпроцессов с применением методов групповой обработки и технологических операций на детали и сборочные единицы. Разработка и применение рабочих техпроцессов на детали и сборочные единицы, организация заводских фондов документации на типовые техпроцессы, техпроцессы с применением методов групповой обработки и технологические операции |
|
Проектирование и изготовление средств технологического оснащения |
Комплексная стандартизация средств технологического оснащения общемашиностроительного применения. Проведение работ по специализации проектирования и производства средств технологического оснащения предприятий отраслей промышленности и отраслевых баз проката средств технологического оснащения. Проведение унификации и стандартизации средств технологического оснащения. Организация применения средств технологического оснащения, в том числе унифицированных и стандартных средств, использование баз проката этих средств. Проектирование и изготовление специальных средств технологического оснащения |
|
Основные функции ТПП |
Общие задачи |
|
Организация и управление процессом ТПП |
Перспективное и годовое планирование, развитие и совершенствование ПП по отраслям промышленности и предприятиям отрасли. Установление типовых методов и технических средств организации и управления процессом ТПП. Разработка и утверждение методических и нормативных материалов для разработки типовых структур и определения численности служб ТПП. Установление типовых структур технологических служб. Разработка отраслевых методических материалов по организации и управлению процессом ТПП с учетом видов изделия и типов производства. Разработка отраслевых методических материалов по механизации и автоматизации инженерно-технических и управленческих работ по ТПП. Перспективное, годовое и текущее планирование, развитие и совершенствование ТП П на предприятии. Использование современных методов решения задач технологической подготовки производства с применением средств механизации инженерно-технических и управленческих работ. Организация и совершенствование структуры служб ТПП |
операционных технологических процессов. В составе ОГТ и ОГМет организуются специализированные бюро по видам обработки: литейные, кузнечные, термические, покрытия, механические, сборочные и др.
Поскольку для каждого объекта производства нужно разработать технологические процессы и изготовить оснастку по различным фазам производства (заготовительной, обработочной и сборочной), то ТПП часто оказывается наиболее трудоемким и продолжительным процессом. Объем ТПП увеличивается от единичного к массовому типу производства: в единичном производстве - 25%; в серийном - 50%; в массовом - 75% от всей технической подготовки производства.
Основные этапы ТПП :
- 1) предварительная проработка технической документации (технологический контроль);
- 2) разработка межцеховых технологических маршрутов;
- 3) разработка операционных процессов;
- 4) проектирование специальной оснастки оборудования;
- 5) выполнение технологической планировки;
- 6) расчет норм расхода материалов и определение потребности в трудовых и материальных ресурсах;
- 7) отработка и сдача ТП производственным цехам.
Перед разработкой ТП документация проходит предварительную проработку - выполняются технологический контроль чертежей и отработка их на технологичность, определяются объемы работ, сроки, затраты, экономическая эффективность, возможность обеспечения материальными, трудовыми и финансовыми ресурсами.
Непосредственно ТПП начинается с разработки межцеховых технологических маршрутов (расцеховка), которые устанавливают последовательность прохождения заготовок, деталей, сборочных единиц по производственным цехам и распределение номенклатуры между цехами и участками. В единичном и мелкосерийном производствах при универсальном оборудовании и оснастке, высокой квалификации рабочих разработка маршрутной технологии часто оказывается достаточной для изготовления деталей и сборки изделий.
В среднесерийном, крупносерийном, массовом типах производства нужна разработка подробных операционных ТП (технологических карт).
Проектирование технологических процессов заключается в составлении расцеховки; разработке технологий (технологических карт) по этапам производства (заготовка, обработка, сборка); выборе оборудования, инструмента и приспособлений; типизации технологических процессов; разработке процессов контроля; расчете норм времени.
Разработка технологических процессов осуществляется на основе рабочих чертежей и расцеховки, с учетом программы выпуска, паспортных данных оборудования. Используются также справочные и руководящие материалы. Разработанный ТП записывается (фиксируется) в технологических картах, которые должны отвечать всем требованиям данного типа производства. Детализацию ТП осуществляют в основном в массовом производстве и в наименьшей степени в индивидуальном.
Технологические карты должны быть приспособлены для обработки их информации на ЭВМ и могут иметь следующий вид:
- 1) маршрутные или планово-технологические карты. В них записывают маршрут перемещения заготовки или сборочного узла по рабочим местам цеха или завода (последовательный перечень основных операций с указанием оборудования, инструмента и приспособлений, разряда и норм времени). Назначение маршрутной технологии: в единичном производстве - основной документ , в массовом производстве - для планово-диспетчерских органов ;
- 2) технологические карты изготовления заготовок, деталей или сборки - структура ТП (подробные характеристики инструмента, режимы обработки, разряд работ и норма времени) - основной документ всех производств ;
- 3) оперативно-инструктивные карты - для рабочих и наладчиков. Содержат все переходы, методы настройки, режимы обработки и т.д. - в основном применяются в массовом производстве.
Нормирование труда осуществляется технологами при проектировании технологических процессов. Формы технологических карт должны предусматривать возможность их обработки на ЭВМ при составлении сводного документа трудоемкости по изготовлению машины, по цехам, по видам работ, по профессиям, по оборудованию и т.п. Эти данные являются исходными для планирования загрузки оборудования, для расчета численности рабочих, определения фонда заработной платы и других целей.
В ТПП основную его долю занимает этап проектирования и изготовления технологической оснастки.
Конструктор технологической оснастки проектирует приспособления по чертежам заготовок, картам технологических процессов. Вначале проверяют возможность использования наличной (спроектированной, изготовленной ранее) или нормализованной оснастки. Если необходимо проектировать новую оснастку, то нужно определить, можно ли использовать нормализованные детали или узлы для приспособления. Если количество единиц оснастки велико (в массовом производстве), устанавливается очередность ее освоения и изготовления: первая очередь - обеспечение изготовления опытного образца; вторая очередь - оснастка, которая вместе с первой очередью составляет комплект при условии развернутого (серийного или массового) производства. Здесь должно быть обеспечено снижение трудоемкости и сокращение циклов изготовления изделий до проекта. При поузловом освоении новой машины, при наличии графика освоения, очередность согласовывается с этим графиком. Заказы на изготовление оснастки целесообразнее размещать на специализированных предприятиях. Одновременно загружаются цехи: инструментальный, штампо-механический, модельный. Сроки изготовления оснастки устанавливаются ОГТ или ОГМет по графику подготовки производства. В массовом производстве часто возникает необходимость в нестандартном оборудовании и различных средствах механизации. Это оборудование проектируется так же, как приспособления (в том же порядке). Производство их целесообразно поручать специализированным предприятиям или на предприятии специализированным цехам или ремонтно-механическому цеху (РМЦ). Затем выполняются работы по составлению технологической планировки оборудования и рабочих мест, формированию участков. Осуществляется технико-экономическое обоснование технологических процессов и выбор метода перехода на выпуск нового изделия. Далее определяются потребности в оборудовании, расчет норм расхода материалов и потребности в рабочей силе и т.п. Нормативы материальных затрат разрабатываются на основе рабочих чертежей и расцеховки. Данные о расцеховке материалов на каждую деталь заносятся в спецификацию и обрабатываются на ЭВМ. В результате сводки получают по цехам - норму расхода материалов сводную - для составления и обоснования заявок. Завершается ТТП выполнением работ по выверке, наладке и внедрению в производство ТП, оборудования и оснастки. Осуществляются монтаж оборудования и его отладка на заданную точность и качество изготовления продукции; подготовка и комплектование кадров; проверка и отладка технологии; корректировка оснастки и, наконец, сдача ТП в производство. Проверка и отладка ТП выполняются аналогично тому, как конструкция проверяется на опытном образце, т.е. ТП осваивается на опытной серии (образце). Размер серии, например для автозавода, составляет 200-250 машин. Опытная партия изготовляется только в цехах основного производства. Все изменения технологических процессов и оснастки фиксируются в технологических протоколах. ТП внедрен и сдан цеху только после того, как на запроектированной технологии и оснастке с установленной трудоемкостью будет получена годная, отвечающая всем техническим требованиям и условиям продукция. О сдаче-приемке разработанного ТП подписывается специальный акт, согласно которому цех обязуется соблюдать принятую новую технологию по разработанной технологической документации.
Сравнительный технике-экономический анализ вариантов технологических процессов. Технолог должен обязательно провести сравнительный анализ вариантов ТП и выбрать наиболее эффективный, обеспечивающий выполнение технического задания. Для определения этого варианта необходимо по каждому существующему варианту просчитать затраты на производство продукции. При этом нет необходимости осуществлять расчет всех статей себестоимости. Можно сравнить только сумму затрат, меняющихся при изменении ТП, т.е. технологическую себестоимость, которая рассчитывается по формуле где С у, С п - условно-переменные и условно-постоянные затраты; ТУ - количество изделий, выпускаемых за плановый период выпуска.
Технологическая себестоимость всего выпуска изделий определяется по формуле С, А / "= С у И + С п N. Используя данные разных вариантов, нужно сравнить технологическую себестоимость одного изделия и всего выпуска по каждому варианту При сравнении двух вариантов ТП следует определить критический объем производства УУ К, при котором затраты по обоим вариантам равны:
С, - С х, +
П, к"п2 с - с
Определив величину критического объема производства, необходимо сравнить ее с плановым выпуском данной продукции УУ ПЛ и выбрать наиболее эффективный вариант ТП. Вариант с меньшими постоянными СП и большими переменными С у затратами экономичнее при Л^ пл УУ К экономичнее вариант с большими постоянными С„ и меньшими переменными С у затратами. Если внедрение нового варианта ТП требует дополнительных капитальных вложений, то сравнение вариантов необходимо осуществлять по сумме совокупных капитальных и текущих затрат, приведенных, например, к году.
Организационная подготовка производства (ОПП) и освоение новых видов продукции. Организация производства новых изделий предусматривает перестройку существующего ПП и всех составляющих его элементов. Освоение новых видов продукции требует не только разработки новых ТП и использования новых технологических средств, но и изменения форм и методов организации производства и труда, приобретения новых знаний и навыков кадровым составом коллектива, перестройки материально-технического снабжения ит.д.
В этих условиях необходимо внедрить ряд мероприятий по перестройке производства на выпуск новой продукции, т.е. осуществить ОПП. Комплекс работ, входящих в ОПП, связан с решением задач внутрипроизводственного и внешнего характера и от качества выполнения этих работ зависят общие технико-экономические показатели (ТЭП) работы предприятия, уровень организации производства и труда, материальное обеспечение нового производства. ОПП представляет собой комплекс процессов и работ, направленных на разработку и реализацию проекта организации производства нового изделия, системы организации и оплаты труда, материально-технического обеспечения производства, нормативной базы внутризаводского планирования с целью создания необходимых условий для высокопроизводительного и ускоренного освоения и выпуска новой продукции требуемого качества. ОПП подразделяется на ряд стадии:
- разработка проекта организации основного ПП: выбор формы организации производства, специализации цехов и участков, кооперирования между ними. Определение потребности в площадях и оборудовании для выпуска нового изделия. Составление планировок цехов и участков. Разработка проекта реконструкции цехов. Разработка или совершенствование системы оперативнопроизводственного планирования;
- разработка проекта технического обслуживания (ТО) производства: составление планов движения предметов труда в производстве, выбор и определение необходимых средств внутризаводского транспорта и тары. Разработка проектов организации складского хозяйства, ремонтного и инструментального обслуживания. Выбор форм контроля новой продукции;
- разработка организации и оплаты труда: создание рационального проекта разделения и кооперации труда. Разработка проекта организации трудового процесса, обслуживания рабочих мест, режима труда и отдыха, систем премирования рабочих и специалистов. Расчет трудоемкости. Подготовка и переподготовка кадров. Выбор и обоснование системы оплаты труда рабочих и специалистов при освоении новых изделий;
- организация материально-технического снабжения и сбыта новой продукции: определение потребности в материальных ресурсах. Составление заявок и заказов на специальное оборудование, оснастку, материалы и комплектующие изделия. Выбор поставщиков и установление с ними договорных связей. Реализация планов снабжения для выпуска первых образцов и серий. Налаживание связей с потребителями, установление потребностей;
- создание нормативной базы для внутризаводского технико-экономического и оперативно-производственного планирования: расчет материальных, трудовых и календарно-плановых нормативов, калькулирование себестоимости и установление цен на новое изделие. Определение размеров нормативов запасов и оборотных средств. Работы, входящие в комплекс ОПП, выполняются специализированными НИИ, если освоение производства происходит на новом предприятии, или заводскими экономическими и техническими службами, если подготовка производства ведется на действующем предприятии. ОПП представляет собой сочетание инженерных и организационно-экономических работ и в полной мере может быть отнесена к области инженерных разработок. К числу важнейших требований комплексной подготовки производства относят и социально-психологическую подготовку производства.
Создание и освоение нового продукта (услуги)
Исходя из стадийности жизненного цикла продукта одним из главных факторов успеха предприятия в условиях обострения конкуренции является непрерывное обновление товаров (услуг), то есть создание, разработка и освоение производства новой продукции (техники, продукта). Новая продукция, создаваемая на базе новых идей, исследований и технических достижений, обеспечивает конкурентные преимущества в условиях открытости рынка. Понятие цикла "наука - производство" (рис 5.1) подразумевает тесную взаимосвязь научных исследований с их промышленным освоением. Полный комплекс работ по созданию и освоению новых товаров представлены в табл. 5.1.
Таблица 5.1. Комплекс работ по созданию и освоению новых товаров (СОНТ)
Критерии оптимизации системы создания и освоения нового товара (СОНТ) определяются в зависимости от целей и задач предприятия, которыми, в частности, могут быть:
Технический уровень изделий;
Увеличение объемов производства;
Расширение товарной номенклатуры;
Снижение затрат на подготовку и организацию процесса производства;
Снижение затрат как потребителя, так и производителя в процессе эксплуатации изделия.
Задержание предложения нового товара на рынок по сравнению с конкурентами делает напрасными усилия и затраты на его создание и освоение, т. е. приводит к неоправданным убыткам, иногда завершается даже банкротством. Поэтому сокращение сроков создания и освоения товаров является центральной задачей, которая решается путем снижения продолжительности этапов системы подготовки производства и повышения степени их синхронизации. Основные задачи и методы сокращения сроков создания и освоения новых товаров приведены в табл. 5.2.
Таблица 5.2. Методы сокращения сроков создания и освоения новой продукции
|
Основные задачи сокращения сроков создания и освоения новых товаров |
||
|
Корректировка вносимых после передачи результатов из предшествующего этапа исследований на следующий |
Инженерно-технологические |
Системы автоматизированного проектирования (САПР), автоматизированные системы технической подготовки производства (АСТП), программное обеспечение процессов СОНТ |
|
Определение рационального уровня параллельности фаз, стадий и этапов подготовки производства |
Координационные |
Система сетевого планирования и диспетчеризация, моделирование АСУ |
|
Обеспечение минимума затрат времени при выполнении работ и передачи результатов работ из предыдущей стадии к последующей |
Организационные |
Применение стандартизации, унификации, типизации автоматизации технологических и организационных решений; функционально-стоимостный анализ (ФСА) и экономическое обоснование на этапе опытного производства |
Эти процессы состоят из многих стадий и этапов, которые выполняются различными структурными подразделениями предприятия или сторонними организациями должны быть тщательно скоординированными и согласованными во времени. График подготовки производства как элемент системы планирования и управления, а также модель цикла создания и освоения новых товаров должен отражать главные этапы (фазы) для достижения конечных целей. Эти этапы должны также учитывать состояния определенного комплекса работ, сроки их выполнения, возможные отклонения от этих сроков и их последствия.
Простейшие методы планирования предполагают использование моделей типа ленточных графиков (табл. 5.3). Последние применяются для относительно простых объектов планирования подготовки производства, поскольку не полностью учитывают влияние отдельных факторов комплексного подхода к созданию новых видов продукции, а именно:
Не показывают взаимосвязь отдельных работ, из-за чего трудно оценить значимость каждой отдельной работы для выполнения промежуточных и конечных целей;
Не предусматривают равномерную загрузку исполнителей; не отражают динамичность разработок;
Затрудняют корректировку графика в связи с изменением сроков выполнения работ;
Не предоставляют четких сроков совмещения и сопряжения смежных этапов;
Не позволяют применить математически обоснованный алгоритм расчета выполнения запланированного комплекса работ;
Не оптимизируют использование ресурсов и сроки выполнения разработки в целом;
Сложно автоматизировать процесс по этапам создания и освоения новой продукции.
Управление комплексом работ по созданию и освоению новых товаров представляет собой сложный и, как правило, противоречивую задачу через неопределенность временных и стоимостных параметров выполнения работ. Среди существующих методов для сложных процессов целесообразно выбирать метод сетевого планирования и управления.
Основным плановым документом в системе сетевого планирования и управления (МПУ) является сетевой график, представляющий собой информационно-динамическую модель, в которой отражаются взаимосвязи и результаты всех работ, необходимых для достижения конечной цели проекта.
Сетевой график, как правило, состоит из двух элементов - работы и события.
Во время выполнения взаимосвязанных работ каждая последующая работа может быть начата только после получения результатов предыдущих, то есть после завершения определенного события (рис. 5.4, а).
Если некоторое событие может произойти только в результате выполнения ряда работ х, у, 2, даже если некоторые из них фиктивные (как, например, работа), графически это отражается комплексно (рис. 5.4, б).
Таблица 5.3. Пример укрупненного ленточного графика ОКР

Свершения любого события иногда дает возможность начать несколько работ (рис. 5.4, г).
Если в предыдущем случае для начала любой работы, например, не нужно завершения события (5 на рис. 5.4, г), а можно ограничиться промежуточным результатом, то это событие должно быть представлено в виде самостоятельной события 4, и работа должна начинаться от этого события. Если для начала работы необходимо знать только результат, например, двух работ в и и, а результат работы х не нужен, в сети нельзя показывать это так, как показано на рис. 5.4, д, а необходимо ввести дополнительное событие 4 (рис. 5.4, е) и фиктивный связь между событиями.
Часто на практике графического изображения планов необходимо показать две или больше работ, которые выполняются параллельно (одновременно), между двумя событиями. Ни в коем случае на сетевых графиках их нельзя отразить так, как показано на рисунке 5.4, ж. В сеть необходимо ввести дополнительное событие 7 и фиктивную работу 7-8 для обозначения двух работ, которые выполняются параллельно (рис. 5.4, с).
Следует также отметить, что сетевой график или его фрагмент не может иметь вид, подобный рис. 5.4, - в этом случае график теряет смысл через "зацикливания" процесса, который на нем отображается.
На сетевых графиках, которые окончательно завершаются (цель достигнута) каждым отдельным исполнителем, желательно соблюдать последовательность в нумерации событий от исходного до завершающего, причем исходной события часто присваивают нулевой номер.

Рис. 5.4. в
В сети не должно быть событий, которым не предшествует ни одна работа (за исключением исходного).
Необходимо исключить наличие замкнутых циклов, т. е. путей, которые соединяют начальное событие с ним же самим (рис. 5.4, ;").
Сетевая модель изображается в виде сетевого графика (сети), состоящего из стрелок и кружков. Стрелкой в сети изображается отдельная работа, а кругом (или любой другой геометрической фигурой) - событие. Над стрелками указывается ожидаемое время выполнения работ - ГЫ.
Этапы метода сетевого планирования и управления имеют следующую последовательность основных операций:
1) составление перечня всех действий (работ) и промежуточных результатов (событий) и графическое их отражение;
2) оценка времени выполнения каждой работы с последующим расчетом сетевого графика для определения срока достижения поставленной цели;
3) оптимизация рассчитанных сроков и необходимых затрат;
4) оперативное управление ходом работ путем периодического контроля и анализа получаемой информации о выполнении заданий;
5) корректировка решений вследствие отклонения от графика. "РАБОТА" в сетевом планировании - это любые процессы, приводящие к достижению определенных результатов (событий). Понятие "работа" понимается как:
а) процесс выполнения действий - работа, требующая затрат времени и ресурсов;
6) процесс ожидания - процесс, требующий затрат только времени;
в) фиктивная работа (или зависимость) - отображает логическую связь между работами (изображается пунктирной стрелкой, над которой не проставляется время или проставляется нуль).
"СОБЫТИЕ" (кроме исходного) является результатом выполненной работы или работ. Событие не является процессом и не имеет продолжительности. Наступление события соответствует моменту начала или окончания работ (момента формирования определенного состояния объекта проектирования).
Событие в сетевой модели может иметь следующие значения:
Исходное событие (И) - начало выполнения комплекса работ;
Завершающее событие (конечная - С) - достижение конечной цели проекта;
Промежуточное событие (или текущая событие - ;") - результат одной или нескольких входящих работ;
Граничное событие - событие, являющееся общим для двух или нескольких предварительных или частичных сетей.
"ПУТЬ" - это любая последовательность работ в сети, в которой конечное событие каждой работы определенной последовательности совпадает с началом события следующей за ней работы.
Путь (Ь) от исходного (И) до завершающего события (С) называется полным.
Путь от исходной до промежуточной события (/") называется путем, предшествующим ЭТОМУ событию.
Путь, соединяющий любые два события (и) и (и), из которых ни одно не является исходным или завершающим, называется путем между этими событиями.
Параметры сетевой модели. Основным параметром сетевой модели являются:
а) критический путь (Ькр);
б) резервы времени событий (Кг);
в) резервы времени путей ЩЬі) и работ Лг-/.
Критический путь (Ькр) - наибольший по продолжительности путь сетевого графика. Изменение продолжительности любой работы, лежащей на критическом пути, соответствующим образом меняет срок наступления завершающего события (С).
При планировании комплекса работ критический путь позволяет найти срок его выполнения. В процессе выполнения комплекса работ внимание менеджеров сосредотачивается на главном направлении - на работах критического пути. Это позволяет наиболее целесообразно и оперативно контролировать ограниченное число работ, что влияет на срок проекта (например, СОНТ), а также лучше использовать имеющиеся ресурсы.
Резерв времени события (Я,) - это такой промежуток времени, на который может быть отложено наступление этого события без нарушения сроков завершения комплекса работ в целом. Резерв времени события определяется как разность между поздним Т„и и ранним Три сроками наступления события:
Поздний из допустимых сроков Тпи - это такой срок наступления события, превышение которого вызовет аналогичную задержку наступления завершающего события, то есть, если событие наступило в момент Тпи, то это событие становится критической и последующие за ней работы должны находиться под контролем, как и работы критического пути.
Ранний из возможных сроков наступления события Три - это срок, необходимый для выполнения всех работ, предшествующих данному событию. Это время находится путем выбора максимального значения из продолжительности всех путей, ведущих к данному событию.
Полный резерв времени пути Я(Ьи) - это разница между длиной критического пути ґ(Ькр) и длиной (длительностью) рассматриваемого пути ґ(Ьи):
Я(Ьи) показывает, насколько может быть увеличена продолжительность всех работ, лежащих на пути то есть предельно допустимое увеличение продолжительности этого пути. Полный резерв времени пути может быть распределен между отдельными работами, находящимися на этом пути.
Полный резерв времени работы Япи]- - это максимальный период времени, на который можно увеличить продолжительность данной работы, не изменяя при этом продолжительности критического пути:
где Ц - продолжительность работы; и - начальное и конечное события работы Ц. Тці и Три - соответственно поздний и ранний срок свершения событий] и /". Свободный резерв времени работы (Яву) - это разность между ранними сроками наступления событий и] и вычитания продолжительности работы гч:
Свободный резерв времени работы - это максимальный период времени, на который можно увеличить продолжительность или отсрочить ее начало, не изменяя при этом ранних сроков последующих работ, при условии, что начальное событие этой работы наступит в свой ранний срок.
Возможности смещения сроков начала и окончания каждой работы определяются с помощью ранних и поздних сроков наступления событий, между которыми выполняется данная работа:
Ранний срок начала работы - раннее начало: Трпі]- = Три; _ поздний срок начала работы: Т„пи]- = Тп]- - Ц;
Ранний срок окончания работы: Трзі]- = Три + Ц;
Поздний срок окончания работы - позднее окончание: Т„] - = Тп]-.
Анализ и оптимизация сетевой модели. Первоначальный вариант планировки в виде сетевой модели обычно не является лучшей по срокам выполнения работ и использования ресурсов. Поэтому исходная сетевая модель подвергается анализу и оптимизации по выбранному критерию оптимизации: время, трудовыми, материальными или финансовыми ресурсами.
Анализ сетевой модели позволяет определить целесообразность структуры, степень сложности выполнения каждой работы, загрузку работающих на всех этапах выполнения комплекса работ.
Относительная сложность соблюдения сроков выполнения работ на некритических путях характеризуется коэффициентом напряженности работ (кщ):
где и(Ьтаз) - продолжительность максимального пути, проходящего через данную работу;
и"(Ькр) - продолжительность отрезка этого пути, совпадающего с критическим путем;
и(Ькр) - продолжительность критического пути.
Чем больше коэффициент напряженности, тем сложнее выполнить работы в установленный срок.
Используя определение резерва времени пути - Я(Ь,), кни]- можно определить следующим образом:
При этом необходимо иметь в виду, что резерв времени Я(Ь,) пути Ь, может быть распределен между отдельными работами, находящимися на указанном пути, только в пределах резервов времени этих работ.
Величина коэффициента напряженности для разных работ в сети принимает значение 0 < кни]- < 1.
Коэффициент напряженности помогает при установлении плановых сроков выполнения работ оценивать насколько свободно можно использовать имеющиеся резервы времени. Этот коэффициент дает исполнителям работ представление о степени их срочности и позволяет определить очередность их выполнения, если они не определяются технологическими связями работ.
Для анализа сетевой модели используется коэффициент свободы кси], который показывает степень свободы или независимости циклов работ, что имеет свободный резерв времени, а также показывает, во сколько раз можно увеличить длительность работы Ц: не влияя на сроки завершения всех событий и остальных работ сети:
Если к„=1, то это указывает на отсутствие независимого резервного времени для работы Иц.
Оптимизация сетевых моделей по одному из ее параметров может быть осуществлена графическим или аналитическим методом. Решая задачу оптимизации сетевой модели, обычно рассчитывают минимальную продолжительность выполнения комплекса работ при условии ограниченности ресурсов.
Оптимизация сетевой модели, осуществляемая аналитическим методом, заключается в том, что в ее основу положена закономерность, при которой время выполнения любой работы (гч) прямопропорційний ее объема (О) и обратно пропорционален количеству исполнителей (т), занятых на данной работе:
![]()
Время, необходимое для выполнения всего комплекса работ ізаг, определяется как сумма продолжительности всех работ:
Однако рассчитанный таким образом общее время не будет минимальным, даже если количество исполнителей соответствует трудоемкости этих работ.
Минимальное время для комплекса последовательных работ и других разновидностей фрагментов сетевых моделей можно найти методом условно-эквивалентной трудоемкости.
Под условно-эквивалентной трудоемкостью понимают такую величину затрат труда, для которой численность исполнителей соответствующей специальности распределяется между видами работ, что обеспечивает наименьшее время их исполнения.
Минимальное время выполнения работ будет обеспечено при следующем распределении работающих по этапам:

где т0 - общее количество работающих на определенных этапах;
0попеР,0наст - трудоемкости предшествующей и последующей работ.
Графический метод оптимизации сетевой модели "время - расходы" заключается в установлении оптимального соотношения между продолжительностью и стоимостью работ. Определение затрат и ресурсов, необходимых для выполнения каждой работы, производится после разработки сетевого графика. Таким образом, материальные и трудовые ресурсы планируются на основе общей структуры сети, созданной с помощью прогнозирования временных оценок. Для построения графиков "время - расходы" (рис. 5.1) для каждой работы определяются:
Минимально возможные финансовые затраты ВтіП на выполнение работы при условии, что работы будут выполнены за максимально возможное время?„;
Минимально возможное время выполнения работы ітіп при максимальных финансовых затратах Втах.
При определении первой пары оценок внимание уделяется минимизации расходов, а при определении второй пары - на минимизацию времени.
Приближенно определить размеры дополнительных затрат, необходимых для сокращения срока выполнения работы, или решить обратную задачу возможно с помощью графика с аппроксимирующей прямой (рис. 5.5). Величина дополнительных денежных затрат, необходимых для выполнения работы в сокращенное время ис, составит:
Для каждого вида работ рассчитывается и строится отдельный график, характеризующийся наклоном аппроксимирующей прямой. Используя линейную зависимость "затраты - время" для каждого вида работ, можно рассчитать коэффициент роста расходов ДВҐ на единицу времени:
Экономическая эффективность от внедрения СПУ определяется в первую очередь возможностями уменьшения общего цикла работ и сокращением затрат за счет более рационального использования трудовых, материальных и финансовых ресурсов.
Уменьшение длительности комплекса работ обеспечивает сокращение сроков окупаемости инвестиций, более раннему внедрению товара на рынок, что способствует конкурентному успеху предприятия..

Рис. 5.5. в График "время-затраты"
Учебник/ Корсаков М.Н., Ребрин Ю.И., Федосова Т.В., Макареня Т.А., Шевченко И.К. и др.; Под ред. М.А.Боровской. - Таганрог: ТТИ ЮФУ, 2008. - 440с.
3. Организация и планирование производства
3.2. Планирование и организация цикла создания и освоения новой продукции и технологии
3.2.1. Сущность и содержание цикла создания и освоения новой продукции
В условиях присущей рыночному хозяйству конкуренции товаров и хозяйственных единиц предприятия, особенно высокотехнологичные, обновляют выпускаемую продукцию и совершенствуют способы ее производства. Такой вид деятельности выделился организационно и носит название цикл создания и освоения новых товаров – СОНТ. Его часто называют цикл «наука – производство».
Система СОНТ базируется на следующих основополагающих принципах:
1. Комплексность – это необходимость проведения работ по подготовке производства по единому плану, охватывающему все процессы – от научных исследований до промышленного освоения новой продукции.
2. Специализация – это требование закрепления за каждым подразделением предприятия таких видов деятельности по созданию и освоению новой техники, которые отвечают специфике и возможностям этих подразделений.
3. Интеграция – это совокупность условий, обеспечивающих достижение единой и общей цели в результате деятельности определенного множества специализированных подразделений и исполнителей.
4. Принцип комплектности документации и составных частей изделий требует одновременного выполнения комплекса работ к моменту, когда дальнейшее их продолжение возможно только при наличии полного комплекта документации или составных частей изделий.
5. Непрерывность – это требование ликвидации нерациональных перерывов во времени проведения работ цикла СОНТ.
6. Пропорциональност ь рассматривается как требование задействовать производственные возможности всех подразделений, занятых подготовкой производства, с одинаковой интенсивностью.
7. Параллельность выражается в совмещении во времени различных фаз, стадий, работ.
8. Прямоточность – это кратчайший маршрут движения технической документации и наименьший путь, проходимый новым изделием по всем стадиям его разработки и освоения.
Управление циклом СОНТ нацелено на качественное и своевременное, а значит скорейшее выполнение всех работ с тем, чтобы опередить конкурентов, привлечь потребителей новой продукцией с более совершенными свойствами и более низкой ценой. Длительность цикла определяется продолжительностью стадий и этапов, из которых состоит система СОНТ, а также степенью (коэффициентом) параллельности их выполнения.
Основные задачи организации и планирования процессов СОНТ с целью повышения качества работ и сокращения продолжительности цикла заключаются в:
1) снижении до минимума числа изменений, вносимых после передачи результатов из предшествующей стадии (этапа) в последующую;
2) определении рациональной степени параллельности работ, фаз, стадий и этапов цикла;
3) обеспечении минимума затрат времени при выполнении работ: минимума потерь при передаче результатов работ из предыдущей стадии в последующую.
Решение первой задачи достигается главным образом инженерно-техническими методами, обеспечивающими качество отработки и выполнения этапов работ системы СОНТ. В результате уменьшается число переделок, а также случаев повторного выполнения уже пройденных этапов, т. е. снижается трудоемкость работ, а следовательно, и затраты на их выполнение.
Вторая задача решается планово-координационными методами. Рациональное совмещение стадий и этапов работ системы СОНТ (параллельно-последовательный или параллельный метод выполнения фаз, стадий, этапов и работ) приводит к сокращению цикла, но не трудоемкости процессов.
При решении третьей задачи используются организационные методы, которые влияют на продолжительность цикла СОНТ за счет сокращения трудоемкости этапов цикла и изменения характера и сроков их выполнения. Поэтому организационные методы ведут к двоякому экономическому эффекту:
1) сокращению затрат на выполнение стадий и этапов системы СОНТ;
2) получению экономического выигрыша от сокращения цикла СОНТ (дополнительное количество продукции и/или дополнительное ее качество, получаемое в результате сокращения цикла подготовки и освоения производства, без дополнительных затрат на содержание оборудования, а также без значительного увеличения условно-постоянных расходов).
Создание и освоение новой продукции (техники, технологии), отвечающей современным требованиям,- задача сложная и требует все новых и новых знаний и методов их материализации. Поэтому организация цикла СОНТ – это создание условий для рационального взаимодействия научных исследований, материализации новых знаний в виде новых образцов изделий, техники и технологии, а также для их тиражирования в объемах, необходимых потребителям и заказчикам. Этапы цикла СОНТ включают в себя следующие комплексы работ (рис. 3.1):
1) научно-исследовательские работы (НИР);
2) опытно-конструкторские работы (ОКР);
3) рыночные испытания товаров (пробный маркетинг);
4) конструкторская подготовка производства новой продукции (КПП);
5) технологическая подготовка производства новой продукции (ТПП);
6) организационная подготовка производства новой продукции (ОПП);
7) освоение выпуска новой продукции (ОВНП) – отработку нового изделия в опытном производстве (ООП) и освоение нового изделия в промышленном производстве (ОСП).
Этапы 1 и 2 часто объединены и выполняются одним исполнителем и носят название научно-исследовательские и опытно-конструкторские работы (НИОКР), этапы 1 ‑ 2 часто называют научной подготовкой производства новой продукции, а 4 ‑ 7 – технической подготовкой производства новой продукции (ТП).
Первые две стадии охватывают работы, которые по своему содержанию непосредственно не связаны с производством. Они часто выполняются в отраслевых, вузовских НИИ, КБ и других специализированных организациях и являются первым этапом системы СОНТ.
Рис. 3.1. Структура системы СОНТ
НИР – научно-исследовательские работы; ОКР – опытно-конструкторские работы; КПП – конструкторская подготовка производства; ТПП – технологическая подготовка производства; ОПП – организационная подготовка производства; ООП – отработка в опытном производстве; ОСП – освоение новой продукции в промышленном производстве; ФСА – функцианально-стоимостной анализ.
Последующие четыре стадии составляют второй этап системы СОНТ. Они обеспечивают техническую подготовку производства (ТП) и выполняются проектными организациями или техническими отделами (главного конструктора и главного технолога) предприятия-изготовителя новой продукции.
Седьмая стадия непосредственно создает условия для промышленного производства нового изделия.
Условно стадии создания нового изделия, включая НИР, ОКР, КПП и частично ТПП, относятся к исходной фазе цикла СОНТ, а частично стадия ТПП и остальные стадии ОПП, ООП и ОСП относятся к заключительной фазе. Все работы цикла СОНТ и, прежде всего, стадии исходной фазы требуют широкого информационного обеспечения, то есть соответствующей информационной подготовки, а также экономической проработки. Последняя выполняется на каждой стадии цикла с различной степенью глубины в зависимости от того, насколько данная стадия влияет на эффективность изготовления нового изделия.
Стадии заключительной фазы ни в коем случае не должны быть оторваны от исходных. Тесная увязка всех стадий и фаз позволяет соединять в одну систему все подразделения, выполняющие работы по созданию и освоению выпуска нового изделия.
Исследуя работы по созданию и освоению новой техники как систему, можно целенаправленно стремиться к ее оптимизации по тому или иному выбранному критерию. Подключение к системе технической подготовки работ по НИР и ОКР во много раз усложняет задачу управления и координации системы СОНТ, и в то же время при хорошо организованном управлении и четкой координации проведения всех стадий процесс СОНТ во много раз облегчает достижение конечной цели. Одновременно с этим снижаются затраты на освоение и переход на выпуск новой продукции.
Общая картина изменения расходов на этапах создания и освоения производства новой техники приведена на рис. 3.2, где показан характер наращивания расходов, связанный с технической подготовкой (участок графика OD ), а также характер снижения себестоимости изделия на стадии освоения производства (участок CF или DE ).
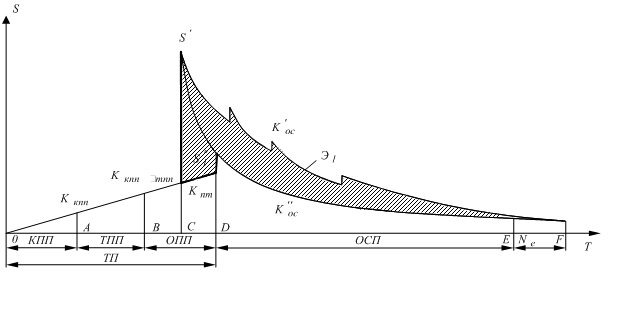
Рис. 3.2. Нарастание расходов и изменение себестоимости новой продукции в течение цикла СОНТ
─ начальная себестоимость изделия;
Т ─ время подготовки производства и освоения новой продукции.
Расходы на КПП постоянно растут до точки А , затем происходит более интенсивное наращивание расходов, связанное с большими объемами работ на стадии ТПП. Суммарные расходы на КПП и ТПП (К КПП+ТПП ) на одно изделие показаны в точке В. ОПП требует еще большего прироста расходов в связи с материальным обеспечением нового производства, закупкой специального и иного технологического оборудования, перепланировкой цехов и участков, организацией транспортных систем. Завершение этапа в точке D характеризуется суммарными расходами на техническую подготовку (К ТП ), включая затраты на изготовление опытного образца.
В случае полного и качественного проведения ТП, в особенности организационной подготовки, освоение начинается в точке D с относительно невысокой начальной себестоимостью (). Себестоимость снижается по пологой кривой освоения (коэффициент освоения К ос ), и плановая себестоимость (точка E ) достигается относительно быстро. Период освоения пропорционален отрезку DE . Номер изделия, на котором условно заканчивается освоение в точке Е – N е .
При неправильно организованном и спланированном выполнении подготовки производства имеет место преждевременное начало освоения (в точке С ), когда подготовка еще полностью не завершена, оснащение и специальное оборудование готовы частично, а стадии КПП и ТПП выполнены недостаточно качественно, что ведет к периодическому внесению в чертежи, карты технологических процессов и другую документацию необходимых конструкторско-технологических изменений. В результате начальная себестоимость оказывается выше, чем . Кроме того, наблюдается скачкообразный рост себестоимости, соответствующий моментам внесения конструкторских и технологических изменений. Кривая освоения характеризуется линией К ‘ ОС . Плановая себестоимость в этом случае достигается не в точке Е , а в точке F . Период освоения растягивается, он пропорционален отрезку CF . Кроме того, как видно из рис. 3.2, себестоимость освоения продукции на протяжении всего отрезка CF была значительно выше, чем себестоимость освоения продукции на отрезке времени DE . Размер дополнительных затрат, имеющих место при освоении, показан на рис. 3.2 штриховкой.
Ускорение технического прогресса и повышение качества конструкторской и технологической документации обеспечивает снижение начальной себестоимости и сокращение цикла освоения новой продукции, что значительно повышает эффективность производства и эксплуатации новых изделий.
Это может быть интересно (избранные параграфы):
-
Освоение производства – это начальный период промышленного производства новой продукции, в течение которого обеспечивается достижение запланированных проектных технико-экономических показателей.
Организация перехода предприятия на выпуск новой продукции связана с решением ряда задач:
Освоение выпуска более сложной продукции с высокими техническими параметрами и лучшими технико-экономическими показателями;
Возмещение повышенных затрат производства в период освоения новой продукции за счет ранее освоенной для обеспечения рентабельности работы предприятия;
Повышение обоснованности плановых заданий и уровня организации процесса освоения;
Поиск на рынке ниш для реализации новой продукции (поиски сбыта);
Подготовка и обеспечение производства работниками соответствующих профессий и квалификации;
Организация системы кооперирования и МТО производства новой продукции;
Совершенствование организации разработки и производства специального (нестандартного) оборудования и технологической оснастки.
Процесс освоения производства (ОСП) обладает двойственным характером. С одной стороны, отработка конструкции изделия и технологии его изготовления, с другой - развертывание выпуска новых изделий в промышленном производстве.
Различают два вида освоения выпуска новой продукции:
Отработка изделия в опытном производстве – ООП;
Промышленное освоение серийного или массового выпуска новой продукции.
ЛЕКЦИЯ № 12
ПРОИЗВОДСТВЕННОЕ ПЛАНИРОВАНИЕ
6.1. Планирование и прогнозирование, уровни планирования
Планирование – это функция процесса управления. Роль планирования определяется тем, что в ходе планирования ставятся цели и распределяются ресурсы оперирующей системы. Планирование – это непрерывный процесс так как:
При достижении поставленной цели возникает потребность в установлении новых;
Неопределенность будущего, постоянные изменения в окружающей среде, требует корректировки целей, согласования их с реальностью.
Отсюда следует важная роль прогнозирования возможных изменений бизнес-среды в ходе планирования. Любое управленческое решение, последствия которого проявляются в будущем, основывается на том или ином способе предвидения, на прогностических оценках.
Прогнозирование – это долгосрочное стратегическое планирование, на стадии которого предприятием устанавливаются стратегические цели и задачи по функциональным направлениям деятельности предприятия, определяются альтернативные варианты его экономического и социального развития на 5-10 лет.
План – совокупность конкретных заданий адресная, директивная программа, содержащая основные параметры, необходимые для управления организацией или ее подразделением для достижения стоящих перед ними задач. Планирование – это многостадийный процесс. Многостадийность планирования выражается в разработке планов на различные временные периоды, в соответствии с которыми для достижения основной цели деятельности предприятие выделяет стадии планирования:
прогнозирования (5-10 лет),
перспективного (2-5),
текущего (1 год),
оперативного (до 1 года).
Прогнозирование спроса и планирование производства предусматривает рассмотрение долгосрочных, среднесрочных и краткосрочных задач, решаемых на различных уровнях руководства.
Прогнозирование (долгосрочное стратегическое планирование) являются прерогативой высшего уровня руководства предприятия, при этом решаются такие задачи:
Определение альтернативных вариантов развития предприятия;
Формулирование стратегических целей и задач по функциональным подразделениям;
Определение важнейших направлений экономического развития;
Планирование инвестиций;
Размещение и наращивание производственных мощностей;
Выбор продукции и процессов ее производства.
Перспективное (среднесрочное стратегическое) планирование является функцией менеджеров среднего уровня управления, на этой стадии решаются следующие задачи:
Разработка направлений технического, организационного, экономического и социального развития;
Установление основных производственных и технико-экономических показателей;
Укрупненное производственное планирование;
Планирование объема продаж;
Планирование материальных ресурсов;
Планирование трудовых ресурсов.
Текущее (краткосрочное тактическое) планирование является функцией операционных менеджеров низового уровня управления, на этой стадии решаются следующие задачи:
Разработка и установление системы норм и нормативов;
Разработка системы планов деятельности предприятия на предстоящий год;
Расчет и установление плановых технико-экономических показателей.
Оперативное (краткосрочное) планирование решает задачи:
Расчет производственных календарно-плановых нормативов;
Разработка производственных программ подразделениями предприятия (на квартал, месяц, сутки, смену);
Установление заданий участкам, рабочим;
Диспетчирование.
Многогранность производственно-хозяйственной деятельности промышленного предприятия, необходимость ее постоянной координации и сложность структуры предприятия обуславливает деление всей плановой работы по объекту планирования, характеру задач и способам их решения на:
Технико-экономическое планирование,
Оперативно-календарное планирование.
На уровне стратегического планирования определяются средства, обеспечивающие приближение предприятия к стратегическим целям в процессе его долговременного развития.
На уровне тактического планирования – средства достижения тактических целей предприятия в рамках периода, на который разрабатывается план (год, квартал, месяц).
6.2. Технико-экономическое планирование
К объектам технико-экономического планирования (ТЭП) относятся:
Номенклатура и объем реализации и производства продукции;
Себестоимость продукции;
Производительность труда;
Затраты производства на единицу продукции;
Рентабельность продукции и пр.
ТЭП осуществляет перспективное и текущее планирование производства без разделения его по календарным срокам.
В задачи ТЭП входит:
Определение основных направлений развития предприятия;
Установление объемов продаж продукции и объемов оказания услуг;
Расчет и определение объемов производства;
Расчет и определение экономических показателей работы предприятия и отдельных его подразделений;
Расчет потребности предприятия в трудовых, материальных и финансовых ресурсах, необходимых для выполнения установленных объемов производства и услуг;
Подведение итогов и анализ результатов производственно-хозяйственной деятельности предприятия.
ТЭП реализуется в виде системы планов, включающей:
План реализации (продажи) и поставок продукции и услуг;
План производства продукции и оказания услуг;
План технического развития, организации производства и управления;
План по труду и заработной плате;
План материально-технического обеспечения;
План капитального строительства;
План по себестоимости и издержкам производства;
План по прибыли и рентабельности;
План социального развития коллектива;
Финансовый план и др.
Планы предприятия разрабатываются в виде системы количественных и качественных показателей производственно-хозяйственной деятельности.
ЛЕКЦИЯ № 13
6.3. Оперативно-производственное планирование
К объектам оперативно-производственного планирования (ОПП) относятся:
Номенклатура и объем продукции в натуральных, трудовых и денежных единицах,
Календарные сроки выпуска готовой продукции предприятием и его подразделения,
Объем незавершенного производства,
Величина заделов и др.
ОПП распределяет перспективные задания по исполнителям (цехам, участкам, рабочим местам) на короткие отрезки времени (квартал, месяц, декада, неделя, сутки, смена и нередко по часовому графику).
Основными задачами ОПП являются:
Конкретизация по срокам плана производства и сбыта продукции;
Разработка оперативно-производственных планов и заданий подразделениям основного производства предприятия;
Разработка календарных планов-графиков запуска-выпуска изделий, обеспечение ритмичной работы предприятия, непрерывности производственного процесса, полной и равномерной загрузки оборудования.
По сфере действия оперативно-производственное планирование подразделяется на два уровня: межцеховое (на уровне предприятия) и внутрицеховое (на уровне цеха). Межцеховое оперативное планирование осуществляет координацию деятельности цехов по изготовлению деталей, сборке узлов и изделий, выпуску товарной продукции в соответствии с договорными сроками. На уровне внутрицехового планирования согласуется работа участков, бригад, рабочих мест основного и вспомогательного производств.
По решаемым задачам оперативно-производственное планирование подразделяется на два этапа:
Оперативно-календарное планирование (ОКП);
Оперативное управление производством (ОУП).